≤ζΤΖ’Ι Ψ
“‘÷ ΝΩ«σ…ζ¥φ“‘–≈”ΰΡ±ΖΔ’Ι
“‘÷ ΝΩ«σ…ζ¥φ“‘–≈”ΰΡ±ΖΔ’Ι
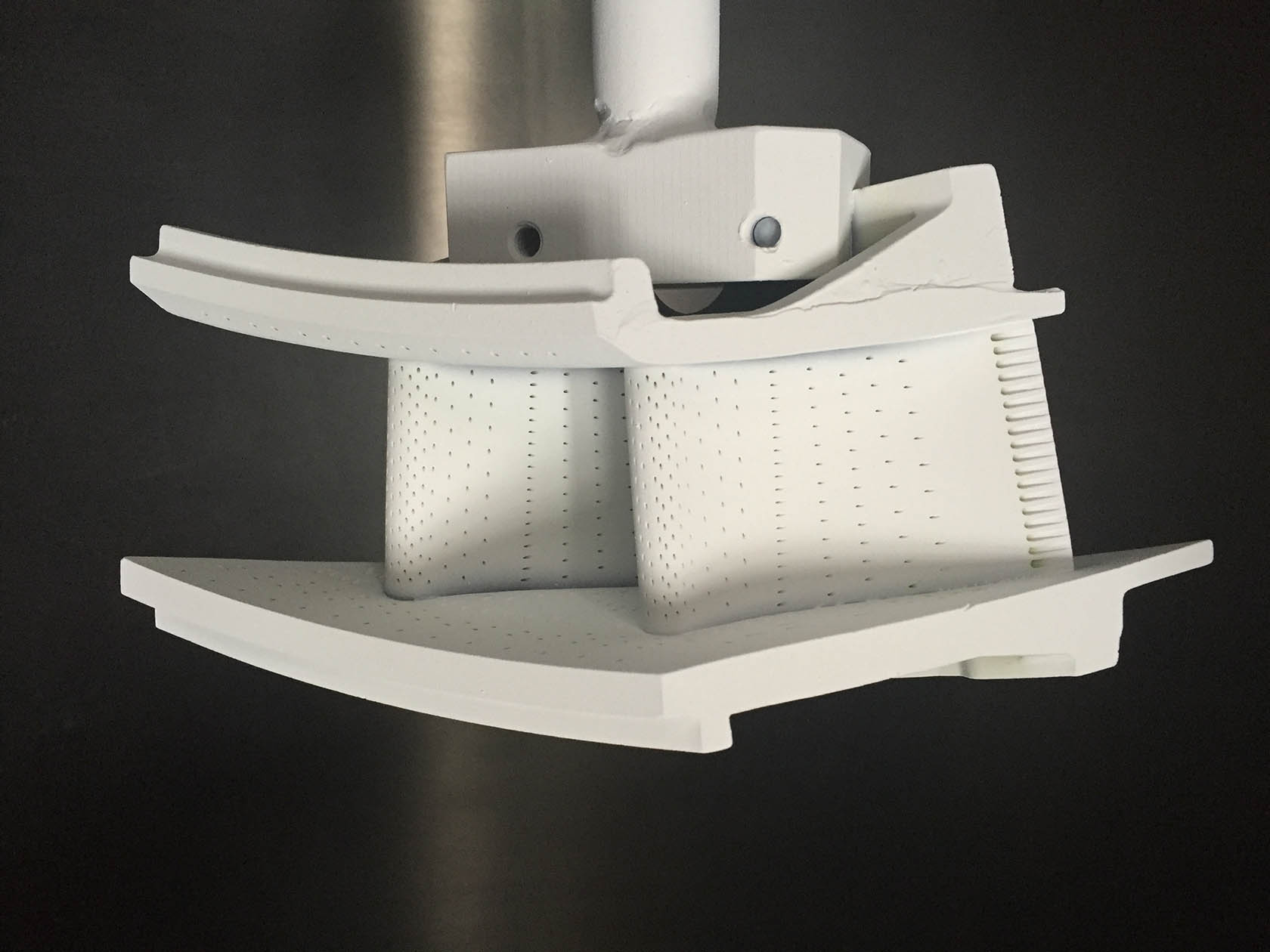
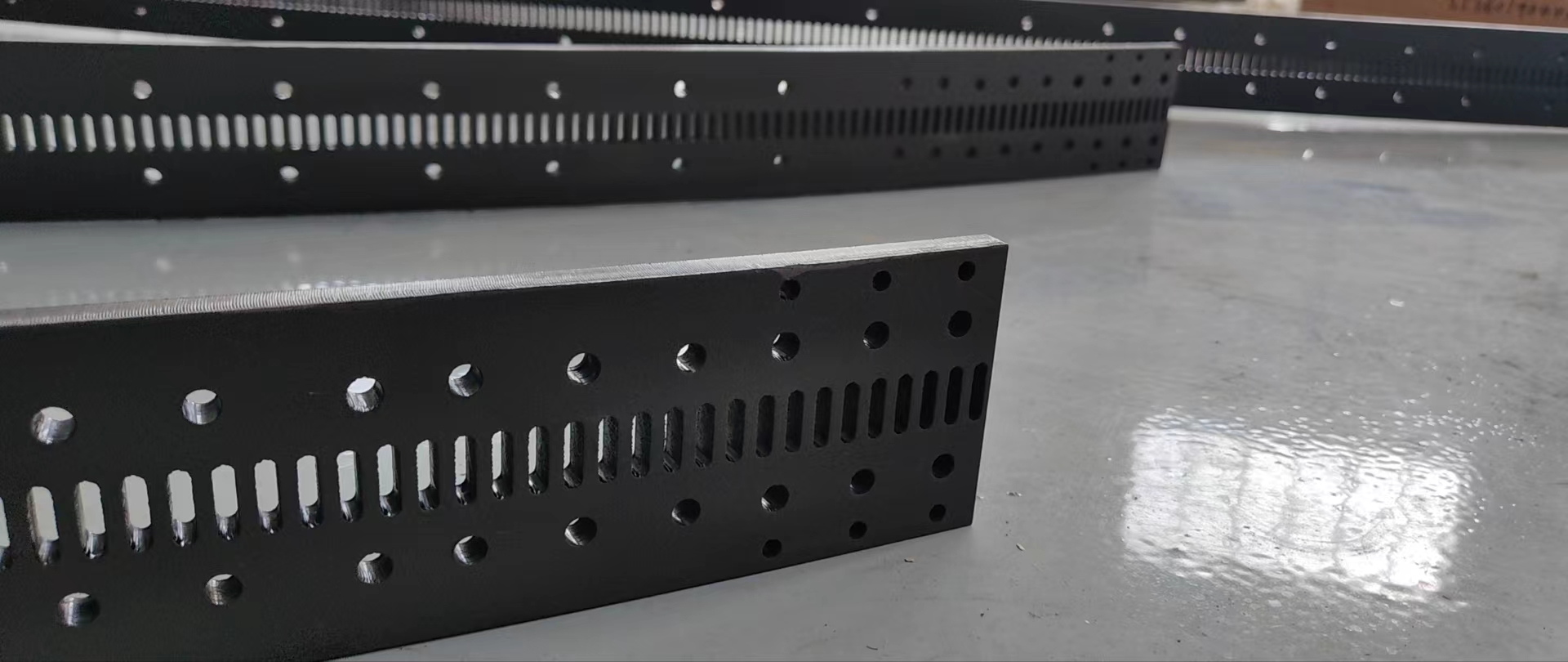
ΚΤ ΔΟζΙΪΥΨΉΔ”ΎΒ»άκΉ”≈γΆΩ,ΆΩ≤ψ”≤Ε»ΗΏ¥ο1400HV,ΜΙΩ…Φ”ΙΛΡΆΗ· ¥ΆΩ≤ψ,Β»άκΉ”≈γΆΩ-ΨΆ―ΓΧλΫρΚΤ ΔΟζ,Ή®“ΒΩ…ΩΩ,÷ΒΒΟ–≈άΒ,ΜΕ”≠Ή…―·!
ΧλΫρΒ»άκΉ”≈γΆΩΙΛ“’Νς≥ΧΘΚ
‘ΎΒ»ΝΘΉ”≈γΆΩΙΐ≥Χ÷–Θ§”ΑœλΆΩ≤ψ÷ ΝΩΒΡΙΛ“’≤Έ ΐΚήΕύΘ§÷ς“Σ”–ΘΚ
ΔΌΒ»άκΉ”ΤχΧεΘΚΤχΧεΒΡ―Γ‘ώ‘≠‘ρ÷ς“ΣΗυΨί «Ω…”Ο–‘ΚΆΨ≠ΦΟ–‘Θ§N2Τχ±ψ“ΥΘ§«“άκΉ”―φ»»λ ΗΏΘ§¥Ϊ»»ΩλΘ§άϊ”ΎΖέΡ©ΒΡΦ”»»ΚΆ»έΜ·Θ§ΒΪΕ‘”Ύ“ΉΖΔ…ζΒΣΜ·Ζ¥”ΠΒΡΖέΡ©ΜρΜυΧε‘ρ≤ΜΩ…≤…”ΟΓΘArΤχΒγάκΒγΈΜΫœΒΆΘ§Β»άκΉ”ΜΓΈ»Ε®«““Ή”Ύ“ΐ»ΦΘ§ΜΓ―φΫœΕΧΘ§ ”Ύ–ΓΦΰΜρ±ΓΦΰΒΡ≈γΆΩΘ§¥ΥΆβArΤχΜΙ”–ΚήΚΟΒΡ±ΘΜΛΉς”ΟΘ§ΒΪArΤχΒΡ»»λ ΒΆΘ§ΦέΗώΑΚΙσΓΘ
ΤχΧεΝςΝΩ¥σ–Γ÷±Ϋ””ΑœλΒ»άκΉ”―φΝςΒΡ»»λ ΚΆΝςΥΌΘ§¥”Εχ”Αœλ≈γΆΩ–߬ Θ§ΆΩ≤ψΤχΩΉ¬ ΚΆΫαΚœΝΠΒ»ΓΘΝςΝΩΙΐΗΏΘ§‘ρΤχΧεΜα¥”Β»άκΉ”…δΝς÷–¥χΉΏ”–”ΟΒΡ»»Θ§≤Δ Ι≈γΆΩΝΘΉ”ΒΡΥΌΕ»…ΐΗΏΘ§Φθ…ΌΝΥ≈γΆΩΝΘΉ”‘ΎΒ»άκΉ”Μπ―φ÷–ΒΡΓΑ÷ΆΝτΓ± ±ΦδΘ§ΒΦ÷¬ΝΘΉ”¥ο≤ΜΒΫ±δ–ΈΥυ±Ί“ΣΒΡΑκ»έΜ·ΜρΥή–‘Ή¥Χ§Θ§ΫαΙϊ «ΆΩ≤ψ’≥Ϋ”«ΩΕ»ΓΔΟήΕ»ΚΆ”≤Ε»ΕΦΫœ≤νΘ§≥ΝΜΐΥΌ¬ “≤Μαœ‘÷χΫΒΒΆΘΜœύΖ¥Θ§‘ρΜα ΙΒγΜΓΒγ―Ι÷Β≤Μ Β±Θ§≤Δ¥σ¥σΫΒΒΆ≈γ…δΝΘΉ”ΒΡΥΌΕ»ΓΘΦΪΕΥ«ιΩωœ¬Θ§Μα“ΐΤπ≈γΆΩ≤ΡΝœΙΐ»»Θ§‘λ≥…≈γΆΩ≤ΡΝœΙΐΕ»»έΜ·ΜρΤϊΜ·Θ§“ΐΤπ»έ»ΎΒΡΖέΡ©ΝΘΉ”‘Ύ≈γΉλΜρΖέΡ©≈γΩΎΨέΦ·Θ§»ΜΚσ“‘Ϋœ¥σ«ρΉ¥≥ΝΜΐΒΫΆΩ≤ψ÷–Θ§–Έ≥…¥σΒΡΩ’―®ΓΘ
ΔΎΒγΜΓΒΡΙΠ¬ ΘΚΒγΜΓΙΠ¬ ΧΪΗΏΘ§ΒγΜΓΈ¬Ε»…ΐΗΏΘ§ΗϋΕύΒΡΤχΧεΫΪΉΣ±δ≥…ΈΣΒ»άκΉ”ΧεΘ§‘Ύ¥σΙΠ¬ ΓΔΒΆΙΛΉςΤχΧεΝςΝΩΒΡ«ιΩωœ¬Θ§ΦΗΚθ»Ϊ≤ΩΙΛΉςΤχΧεΕΦΉΣ±δΈΣΜν–‘Β»ΝΘΉ”ΝςΘ§Β»ΝΘΉ”Μπ―φΈ¬Ε»“≤ΚήΗΏΘ§’βΩ…Ρή Ι“Μ–©≈γΆΩ≤ΡΝœΤχΜ·≤Δ“ΐΤπΆΩ≤ψ≥…Ζ÷ΗΡ±δΘ§≈γΆΩ≤ΡΝœΒΡ’τΤϊ‘ΎΜυΧε”κΆΩ≤ψ÷°ΦδΜρΆΩ≤ψΒΡΒΰ≤ψ÷°ΦδΡΐΨέ“ΐΤπ’≥Ϋ”≤ΜΝΦΓΘ¥ΥΆβΜΙΩ…Ρή Ι≈γΉλΚΆΒγΦΪ…’ ¥ΓΘ
ΕχΒγΜΓΙΠ¬ ΧΪΒΆΘ§‘ρΒΟΒΫ≤ΩΖ÷άκΉ”ΤχΧεΚΆΈ¬Ε»ΫœΒΆΒΡΒ»άκΉ”Μπ―φΘ§”÷Μα“ΐΤπΝΘΉ”Φ”»»≤ΜΉψΘ§ΆΩ≤ψΒΡ’≥Ϋα«ΩΕ»Θ§”≤Ε»ΚΆ≥ΝΜΐ–߬ ΫœΒΆΓΘ
ΔέΙ©ΖέΘΚΙ©ΖέΥΌΕ»±Ί–κ”κ δ»κΙΠ¬ œύ ”ΠΘ§Ιΐ¥σΘ§Μα≥ωœ÷…ζΖέΘ®Έ¥»έΜ·Θ©Θ§ΒΦ÷¬≈γΆΩ–߬ ΫΒΒΆΘΜΙΐΒΆΘ§ΖέΡ©―θΜ·―œ÷ΊΘ§≤Δ‘λ≥…ΜυΧεΙΐ»»ΓΘ
ΥΆΝœΈΜ÷Ο“≤Μα”ΑœλΆΩ≤ψΫαΙΙΚΆ≈γΆΩ–߬ Θ§“ΜΑψά¥ΥΒΘ§ΖέΡ©±Ί–κΥΆ÷Ν―φ–Ρ≤≈Ρή ΙΖέΡ©ΜώΒΟΉνΚΟΒΡΦ”»»ΚΆΉνΗΏΒΡΥΌΕ»ΓΘ
Δή≈γΆΩΨύάκΚΆ≈γΆΩΫ«ΘΚ≈γ«ΙΒΫΙΛΦΰΒΡΨύάκ”Αœλ≈γΆΩΝΘΉ”ΚΆΜυΧεΉ≤Μς ±ΒΡΥΌΕ»ΚΆΈ¬Ε»Θ§ΆΩ≤ψΒΡΧΊ’ςΚΆ≈γΆΩ≤ΡΝœΕ‘≈γΆΩΨύάκΚήΟτΗ–ΓΘ
≈γΆΩΨύάκΙΐ¥σΘ§ΖέΝΘΒΡΈ¬Ε»ΚΆΥΌΕ»ΨυΫΪœ¬ΫΒΘ§ΫαΚœΝΠΓΔΤχΩΉΓΔ≈γΆΩ–߬ ΕΦΜαΟςœ‘œ¬ΫΒΘΜΙΐ–ΓΘ§Μα ΙΜυΧεΈ¬…ΐΙΐΗΏΘ§ΜυΧεΚΆΆΩ≤ψ―θΜ·Θ§”ΑœλΆΩ≤ψΒΡΫαΚœΓΘ‘ΎΜζΧεΈ¬…ΐ‘ –μΒΡ«ιΩωœ¬Θ§≈γΨύ Β±–Γ–©ΈΣΚΟΓΘ
≈γΆΩΫ«ΘΚ÷ΗΒΡ «―φΝς÷αœΏ”κ±Μ≈γΆΩΙΛΦΰ±μΟφ÷°ΦδΒΡΫ«Ε»ΓΘΗΟΫ«–Γ”Ύ45Ε» ±Θ§”…”ΎΓΑ“θ”Α–ß”ΠΓ±ΒΡ”ΑœλΘ§ΆΩ≤ψΫαΙΙΜαΕώΜ·–Έ≥…Ω’―®Θ§ΒΦ÷¬ΆΩ≤ψ ηΥ…ΓΘ
Δί≈γ«Ι”κΙΛΦΰΒΡœύΕ‘‘ΥΕ·ΥΌΕ»
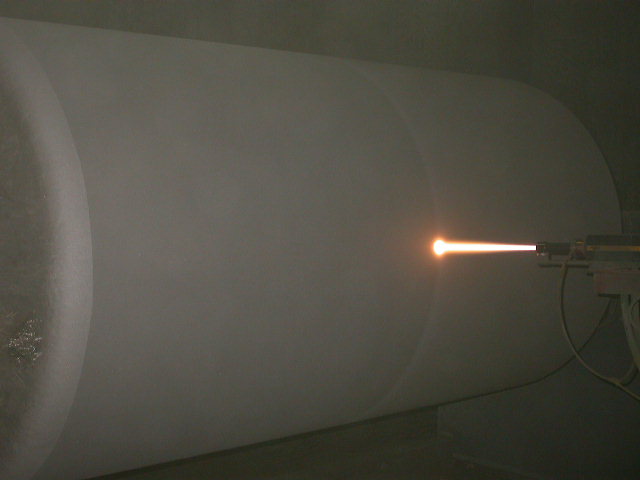
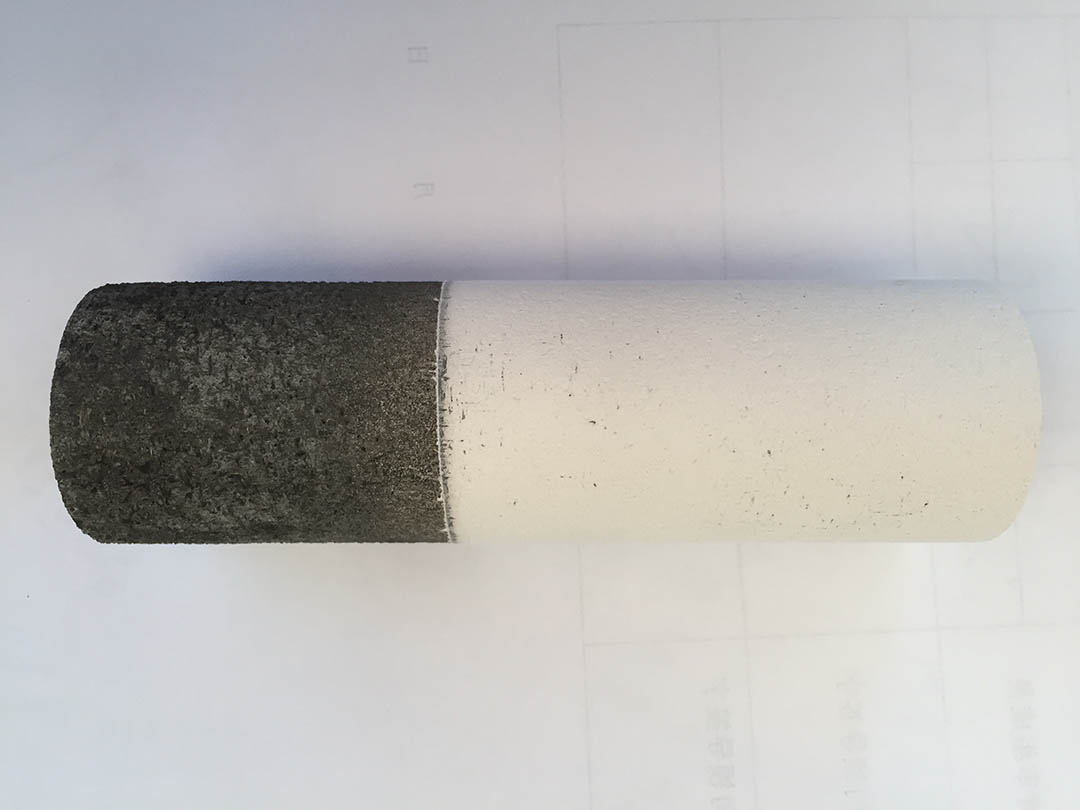
≈γ«ΙΒΡ“ΤΕ·ΥΌΕ»”Π±Θ÷ΛΆΩ≤ψΤΫΧΙΘ§≤Μ≥ωœΏ≈γΆΩΦΙ±≥ΒΡΚέΦΘΓΘ“≤ΨΆ «ΥΒΘ§ΟΩΗω––≥ΧΒΡΩμΕ»÷°Φδ”Π≥δΖ÷¥νΒΰΘ§‘Ύ¬ζΉψ…œ ω“Σ«σ«ΑΧαœ¬Θ§≈γΆΩ≤ΌΉς ±Θ§“ΜΑψ≤…”ΟΫœΗΏΒΡ≈γ«Ι“ΤΕ·ΥΌΕ»Θ§’β―υΩ…Ζά÷Ι≤ζ…ζΨ÷≤Ω»»ΒψΚΆ±μΟφ―θΜ·ΓΘ
ΔόΜυΧεΈ¬Ε»ΩΊ÷Τ
ΫœάμœκΒΡ≈γΆΩΙΛΦΰ «‘Ύ≈γΆΩ«ΑΑ―ΙΛΦΰ‘Λ»»ΒΫ≈γΆΩΙΐ≥Χ“Σ¥οΒΫΒΡΈ¬Ε»Θ§»ΜΚσ‘Ύ≈γΆΩΙΐ≥Χ÷–Ε‘ΙΛΦΰ≤…”Ο≈γΤχά以ΒΡ¥κ ©Θ§ ΙΤδ±Θ≥÷‘≠ά¥ΒΡΈ¬Ε»ΓΘ
»»Ο≈ΙΊΦϋ¥ ΘΚΧλΫρ»»≈γΆΩΦ”ΙΛΧλΫρ»»≈γΆΩ≥ßΧλΫρΦΛΙβ»έΗ≤






 QQΩΆΖΰ
QQΩΆΖΰ