ММЪѕЗўЮё
ЭъЩЦЕФЗўЮёЬхЯЕЃЌБЃжЄгУЛЇЬсГіЕФЮЪЬтКЭвЊЧѓФмЕУЕНМАЪБДІРэ
ЭъЩЦЕФЗўЮёЬхЯЕЃЌБЃжЄгУЛЇЬсГіЕФЮЪЬтКЭвЊЧѓФмЕУЕНМАЪБДІРэ
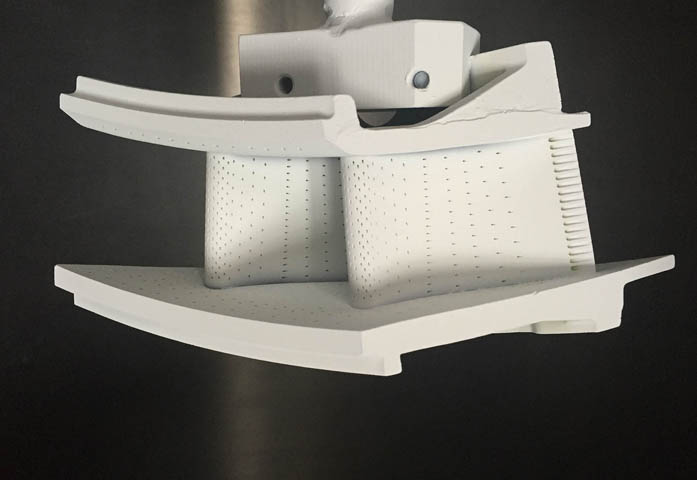
ЬьНђЕШРызгХчЭПЪЧвЛжжВФСЯБэУцЧПЛЏКЭБэУцИФадЕФММЪѕЃЌПЩвдЪЙЛљЬхБэУцОпгаФЭФЅЁЂФЭЪДЁЂФЭИпЮТбѕЛЏЁЂЕчОјдЕЁЂИєШШЁЂЗРЗјЩфЁЂМѕФЅКЭУмЗтЕШадФмЁЃ ЕШРызгХчЭПММЪѕЪЧВЩгУгЩжБСїЕчЧ§ЖЏЕФЕШРызгЕчЛЁзїЮЊШШдДЃЌНЋЬеДЩЁЂКЯН№ЁЂН№ЪєЕШВФСЯМгШШЕНШлШкЛђАыШлШкзДЬЌЃЌВЂвдИпЫйХчЯђОЙ§дЄДІРэЕФЙЄМўБэУцЖјаЮГЩИНзХРЮЙЬЕФБэУцВуЕФЗНЗЈЁЃ ЕШРызгХчЭПвргагУгквНСЦгУЭОЃЌдкШЫдьЙЧїРБэУцХчЭПвЛВуЪ§ЪЎЮЂУзЕФЭПВуЃЌзїЮЊЧПЛЏШЫдьЙЧїРМАМгЧПЦфЧзКЭСІЕФЗНЗЈЁЃ
ЕШРызгХчЭПЬиЕуЃК
ЕШРызгХчЭПММЪѕЪЧМЬЛ№бцХчЭПжЎКѓДѓСІЗЂеЙЦ№РДЕФвЛжжаТаЭЖргУЭОЕФОЋУмХчЭПЗНЗЈЃЌЫќОпгаЃКЂйГЌИпЮТЬиадЃЌБугкНјааИпШлЕуВФСЯЕФХчЭПЁЃЂкХчЩфСЃзгЕФЫйЖШИпЃЌЭПВужТУмЃЌеГНсЧПЖШИпЁЃЂлгЩгкЪЙгУЖшадЦјЬхзїЮЊЙЄзїЦјЬхЃЌЫљвдХчЭПВФСЯВЛвзбѕЛЏЁЃ
ЕШРызгХчЭПдРэЃК
ЕШСЃзгХчЭПЪЧРћгУЕШРызгЛЁНјааЕФЃЌРызгЛЁЪЧбЙЫѕЕчЛЁЃЌгыздгЩЕчЛЁЯрБШНЯЃЌЦфЛЁжљЯИЃЌЕчСїУмЖШДѓЃЌЦјЬхЕчРыЖШИпЃЌвђДЫОпгаЮТЖШИпЃЌФмСПМЏжаЃЌЛЁЮШЖЈадКУЕШЬиЕуЁЃ
АДНгЕчЗНЗЈВЛЭЌЃЌЕШРызгЛЁгаШ§жжаЮЪНЃК
ЂйЗЧзЊвЦЛЁЃКжИдквѕМЋКЭХчзьжЎМфЫљВњЩњЕФЕШРызгЛЁЁЃетжжЧщПіе§МЋНгдкХчзьЩЯЃЌЙЄМўВЛДјЕчЃЌдквѕМЋКЭХчзьЕФФкБкжЎМфВњЩњЕчЛЁЃЌЙЄзїЦјЬхЭЈЙ§вѕМЋКЭХчзьжЎМфЕФЕчЛЁЖјБЛМгШШЃЌдьГЩШЋВПЛђВПЗжЕчРыЃЌШЛКѓгЩХчзьХчГіаЮГЩЕШРызгЛ№бц(ЛђНаЕШРызгЩфСї)ЁЃ
ЕШСЃзгХчЭПВЩгУЕФОЭЪЧетРрЕШРызгЛЁЁЃ
ЂкзЊвЦЛЁЃКЕчЛЁРыПЊХчЧЙзЊвЦЕНБЛМгЙЄСуМўЩЯЕФЕШРызгЛЁЁЃетжжЧщПіХчзьВЛНгЕчдДЃЌЙЄМўНге§МЋЃЌЕчЛЁЗЩдНХчЧЙЕФвѕМЋКЭбєМЋЃЈЙЄМўЃЉжЎМфЃЌЙЄзїЦјЬхЮЇШЦзХЕчЛЁЫЭШыЃЌШЛКѓДгХчзьХчГіЁЃ
ЕШРызгЧаИюЃЌЕШРызгЛЁКИНгЃЌЕШРызгЛЁвБСЖЪЙгУЕФЪЧетРрЕШРызгЛЁЁЃ
ЂлСЊКЯЛЁ:ЗЧзЊвЦЛЁв§ШМзЊвЦЛЁВЂМгШШН№ЪєЗлФЉЃЌзЊвЦЛЁМгШШЙЄМўЪЙЦфБэУцВњЩњШлГиЁЃетжжЧщПіХчзьЃЌЙЄМўОљНгдке§МЋЁЃ
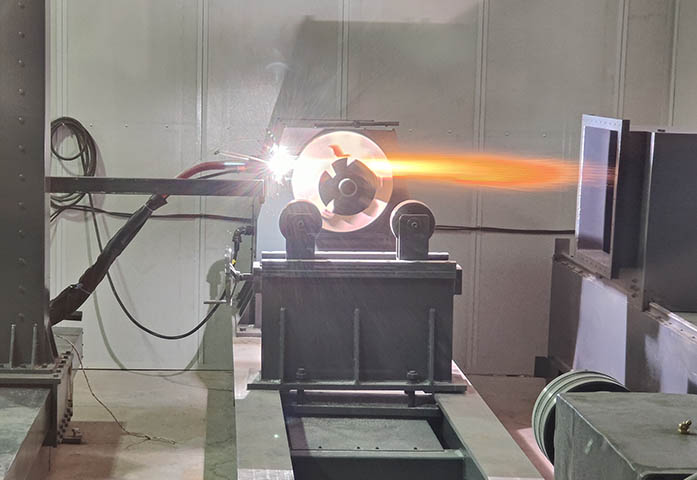
ЕШРызгХчКИВЩгУетжжЕШРызгЛЁЁЃНјааЕШСЃзгХчЭПЪБЃЌЪзЯШдквѕМЋКЭбєМЋЃЈХчзьЃЉжЎМфВњЩњвЛжБСїЕчЛЁЃЌИУЕчЛЁАбЕМШыЕФЙЄзїЦјЬхМгШШЕчРыГЩИпЮТЕШРызгЬхЃЌВЂДгХчзьХчГіЃЌаЮГЩЕШРызгбцЃЌЕШРызгбцЕФЮТЖШКмИпЃЌЦфжааФЮТЖШПЩДя30000ЁуkЃЌХчзьГіПкЕФЮТЖШПЩДя15000ЁЋ20000ЁуkЁЃбцСїЫйЖШдкХчзьГіПкДІПЩДя1000ЁЋ2000m/sЃЌЕЋбИЫйЫЅМѕЁЃЗлФЉгЩЫЭЗлЦјЫЭШыЛ№бцжаБЛШлЛЏЃЌВЂгЩбцСїМгЫйЕУЕНИпгк150m/sЕФЫйЖШЃЌХчЩфЕНЛљЬхВФСЯЩЯаЮГЩФЄЁЃ
ЕШСЃзгХчЭПЩшБИЃКЕШРызгХчЭПЩшБИжївЊАќРЈЃК
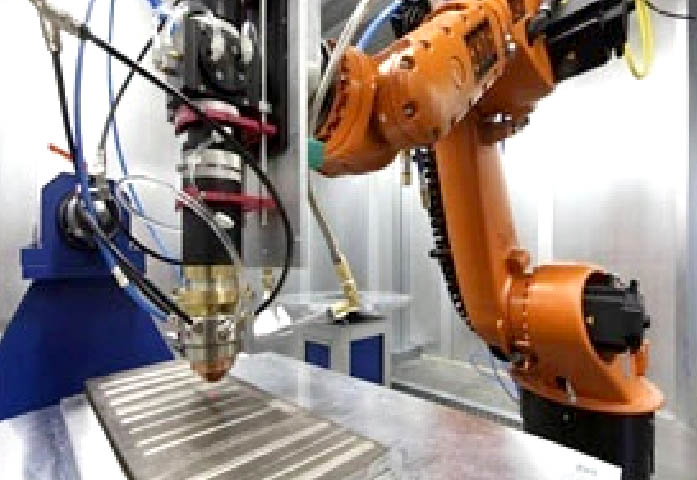
ЂйХчЧЙЃКЪЕМЪЩЯЪЧвЛИіЗЧзЊвЦЛЁЕШРызгЗЂЩњЦїЃЌЪЧзюЙиМќЕФВПМўЃЌЦфЩЯМЏжаСЫећИіЯЕЭГЕФЕчЃЌЦјЃЌЗлЃЌЫЎЕШЁЃ
ЂкЕчдДЃКгУвдЙЉИјХчЧЙжБСїЕчЁЃЭЈГЃЮЊШЋВЈЙшећСїзАжУЁЃ
ЂлЫЭЗлЦїЃКгУРДжќДцХчЭПЗлФЉВЂАДЙЄвевЊЧѓЯђХчЧЙЪфЫЭЗлФЉЕФзАжУЁЃ
ЂмШШНЛЛЛЦїЃКжївЊгУвдЪЙХчЧЙЛёЕУгааЇЕФРфШДЃЌДяЕНЪЙХчзьбгЪйЕФФПЕФЁЃ
ЂнЙЉЦјЯЕЭГЃКАќРЈЙЄзїЦјКЭЫЭЗлЦјЕФЙЉИјЯЕЭГЁЃ
ЂоПижЦПђЃКгУгкЖдЫЎЃЌЕчЁЂЦјЁЂЗлЕФЕїНкКЭПижЦЁЃЕШСЃзгХчЭПЙЄвеЃК
ЕШРызгХчЭПЙЄвеСїГЬЃК
дкЕШСЃзгХчЭПЙ§ГЬжаЃЌгАЯьЭПВужЪСПЕФЙЄвеВЮЪ§КмЖрЃЌжївЊгаЃК
ЂйЕШРызгЦјЬхЃКЦјЬхЕФбЁдёддђжївЊИљОнЪЧПЩгУадКЭОМУадЃЌN2ЦјБувЫЃЌЧвРызгбцШШьЪИпЃЌДЋШШПьЃЌРћгкЗлФЉЕФМгШШКЭШлЛЏЃЌЕЋЖдгквзЗЂЩњЕЊЛЏЗДгІЕФЗлФЉЛђЛљЬхдђВЛПЩВЩгУЁЃArЦјЕчРыЕчЮЛНЯЕЭЃЌЕШРызгЛЁЮШЖЈЧввзгкв§ШМЃЌЛЁбцНЯЖЬЃЌЪЪгкаЁМўЛђБЁМўЕФХчЭПЃЌДЫЭтArЦјЛЙгаКмКУЕФБЃЛЄзїгУЃЌЕЋArЦјЕФШШьЪЕЭЃЌМлИёАКЙѓЁЃ
ЦјЬхСїСПДѓаЁжБНггАЯьЕШРызгбцСїЕФШШьЪКЭСїЫйЃЌДгЖјгАЯьХчЭПаЇТЪЃЌЭПВуЦјПзТЪКЭНсКЯСІЕШЁЃСїСПЙ§ИпЃЌдђЦјЬхЛсДгЕШРызгЩфСїжаДјзпгагУЕФШШЃЌВЂЪЙХчЭПСЃзгЕФЫйЖШЩ§ИпЃЌМѕЩйСЫХчЭПСЃзгдкЕШРызгЛ№бцжаЕФЁАжЭСєЁБЪБМфЃЌЕМжТСЃзгДяВЛЕНБфаЮЫљБивЊЕФАыШлЛЏЛђЫмадзДЬЌЃЌНсЙћЪЧЭПВуеГНгЧПЖШЁЂУмЖШКЭгВЖШЖМНЯВюЃЌГСЛ§ЫйТЪвВЛсЯджјНЕЕЭЃЛЯрЗДЃЌдђЛсЪЙЕчЛЁЕчбЙжЕВЛЪЪЕБЃЌВЂДѓДѓНЕЕЭХчЩфСЃзгЕФЫйЖШЁЃМЋЖЫЧщПіЯТЃЌЛсв§Ц№ХчЭПВФСЯЙ§ШШЃЌдьГЩХчЭПВФСЯЙ§ЖШШлЛЏЛђЦћЛЏЃЌв§Ц№ШлШкЕФЗлФЉСЃзгдкХчзьЛђЗлФЉХчПкОлМЏЃЌШЛКѓвдНЯДѓЧђзДГСЛ§ЕНЭПВужаЃЌаЮГЩДѓЕФПебЈЁЃ
ЂкЕчЛЁЕФЙІТЪЃКЕчЛЁЙІТЪЬЋИпЃЌЕчЛЁЮТЖШЩ§ИпЃЌИќЖрЕФЦјЬхНЋзЊБфГЩЮЊЕШРызгЬхЃЌдкДѓЙІТЪЁЂЕЭЙЄзїЦјЬхСїСПЕФЧщПіЯТЃЌМИКѕШЋВПЙЄзїЦјЬхЖМзЊБфЮЊЛюадЕШСЃзгСїЃЌЕШСЃзгЛ№бцЮТЖШвВКмИпЃЌетПЩФмЪЙвЛаЉХчЭПВФСЯЦјЛЏВЂв§Ц№ЭПВуГЩЗжИФБфЃЌХчЭПВФСЯЕФеєЦћдкЛљЬхгыЭПВужЎМфЛђЭПВуЕФЕўВужЎМфФ§Олв§Ц№еГНгВЛСМЁЃДЫЭтЛЙПЩФмЪЙХчзьКЭЕчМЋЩеЪДЁЃ
ЖјЕчЛЁЙІТЪЬЋЕЭЃЌдђЕУЕНВПЗжРызгЦјЬхКЭЮТЖШНЯЕЭЕФЕШРызгЛ№бцЃЌгжЛсв§Ц№СЃзгМгШШВЛзуЃЌЭПВуЕФеГНсЧПЖШЃЌгВЖШКЭГСЛ§аЇТЪНЯЕЭЁЃ
ЂлЙЉЗлЃКЙЉЗлЫйЖШБиаыгыЪфШыЙІТЪЯрЪЪгІЃЌЙ§ДѓЃЌЛсГіЯжЩњЗлЃЈЮДШлЛЏЃЉЃЌЕМжТХчЭПаЇТЪНЕЕЭЃЛЙ§ЕЭЃЌЗлФЉбѕЛЏбЯжиЃЌВЂдьГЩЛљЬхЙ§ШШЁЃ
ЫЭСЯЮЛжУвВЛсгАЯьЭПВуНсЙЙКЭХчЭПаЇТЪЃЌвЛАуРДЫЕЃЌЗлФЉБиаыЫЭжСбцаФВХФмЪЙЗлФЉЛёЕУзюКУЕФМгШШКЭзюИпЕФЫйЖШЁЃ
ЂмХчЭПОрРыКЭХчЭПНЧЃКХчЧЙЕНЙЄМўЕФОрРыгАЯьХчЭПСЃзгКЭЛљЬхзВЛїЪБЕФЫйЖШКЭЮТЖШЃЌЭПВуЕФЬиеїКЭХчЭПВФСЯЖдХчЭПОрРыКмУєИаЁЃ
ХчЭПОрРыЙ§ДѓЃЌЗлСЃЕФЮТЖШКЭЫйЖШОљНЋЯТНЕЃЌНсКЯСІЁЂЦјПзЁЂХчЭПаЇТЪЖМЛсУїЯдЯТНЕЃЛЙ§аЁЃЌЛсЪЙЛљЬхЮТЩ§Й§ИпЃЌЛљЬхКЭЭПВубѕЛЏЃЌгАЯьЭПВуЕФНсКЯЁЃдкЛњЬхЮТЩ§дЪаэЕФЧщПіЯТЃЌХчОрЪЪЕБаЁаЉЮЊКУЁЃ
ХчЭПНЧЃКжИЕФЪЧбцСїжсЯпгыБЛХчЭПЙЄМўБэУцжЎМфЕФНЧЖШЁЃИУНЧаЁгк45ЖШЪБЃЌгЩгкЁАвѕгАаЇгІЁБЕФгАЯьЃЌЭПВуНсЙЙЛсЖёЛЏаЮГЩПебЈЃЌЕМжТЭПВуЪшЫЩЁЃ
ЂнХчЧЙгыЙЄМўЕФЯрЖддЫЖЏЫйЖШ
ХчЧЙЕФвЦЖЏЫйЖШгІБЃжЄЭПВуЦНЬЙЃЌВЛГіЯпХчЭПМЙБГЕФКлМЃЁЃвВОЭЪЧЫЕЃЌУПИіааГЬЕФПэЖШжЎМфгІГфЗжДюЕўЃЌдкТњзуЩЯЪівЊЧѓЧАЬсЯТЃЌХчЭПВйзїЪБЃЌвЛАуВЩгУНЯИпЕФХчЧЙвЦЖЏЫйЖШЃЌетбљПЩЗРжЙВњЩњОжВПШШЕуКЭБэУцбѕЛЏЁЃ
ЂоЛљЬхЮТЖШПижЦ
НЯРэЯыЕФХчЭПЙЄМўЪЧдкХчЭПЧААбЙЄМўдЄШШЕНХчЭПЙ§ГЬвЊДяЕНЕФЮТЖШЃЌШЛКѓдкХчЭПЙ§ГЬжаЖдЙЄМўВЩгУХчЦјРфШДЕФДыЪЉЃЌЪЙЦфБЃГждРДЕФЮТЖШЁЃ
ЕШРызгХчЭПгХЕуЃК
ЂйЯрБШНЯбѕвЛввШВЛ№бцХчЭПЃЌЕШРызгбцСїЮТЖШИпЃЌФмСПЪјКмМЏжаЃЌПЩвдШлЛЏЫљгавЛЧаИпгВЖШЁЂИпШлЕуЕФЗлФЉЃЌвђДЫПЩзїХчЭПгУВФСЯЗЖЮЇЙуЗКЃЌПЩвдгУРДжЦБИЖржжЖрбљЛЏЕФЭПВуЁЃ
ЂкгЩгкХчЭПСЃзгЕФЗЩааЫйЖШПЩИпДя200-500m/sЃЌЫљвдЕУЕНЕФЭПВуЦНећЙтЛЌЁЂжТУмЖШИпЃЌЖјЧвЗлФЉГСЛ§ТЪКмИпЁЃ
ЂлХчЭПЙ§ГЬжаЛљЬхВЛДјЕчЁЂВЛШлЛЏЃЌЛљЬхгыХчЧЙЯрЖдвЦЖЏЫйЖШПьЃЌЪЙЕУЛљЬхзщжЏВЛЗЂЩњБфЛЏЁЃВЛЛсвђЮЊЪмШШЖјЖдЛљЬхЕФаЮзДКЭадФмдьГЩгАЯьЁЃ
ЂмЙЄзїЦјЬхЮЊЖшадЦјЬхЃЌБЃЛЄСЫЛљЬхКЭЗлФЉВЛЛсЪмЕНбѕЛЏЃЌЭПВуФкдгжЪЩйЁЃ
ЂнВйзїМђЕЅЃЌЩшБИЮЌЛЄГЩБОЕЭЃЌЕїНкадФмКУ
ШШУХЙиМќДЪЃКЬьНђШШХчЭПМгЙЄЬьНђШШХчЭПГЇЬьНђМЄЙтШлИВ





 QQПЭЗў
QQПЭЗў